In today’s blog we are going to talk about one of the technologies most applied in the industrial field related to 4.0 Industry: the Computer Vision. It is a technology with numerous possibilities and, by applying it, it is possible to solve various problems that commonly appear in production plants.
Computer Vision techniques are in constant development and evolve thanks to the new and more powerful sensors that they incorporate and the new image processing techniques.
Next, we explain in more detail, what Computer Vision is, its applications, Computer Vision types, Deep learning, what image processing is, the importance of lighting and the benefits it can bring to a process or to a company.
What is Computer Vision?
Computer Vision is one of the technologies that is increasingly used in factories. Computer Vision systems acquire information from the environment in the form of images, which can be of many types, process it and analyze it. To understand it, you can think about how we understand our environment thanks to our senses. In this case, the eyes help us obtain information from the world around us, and vision systems perform the same task to digitize that information so that it can be processed by a machine.
To obtain these images, sensors are placed. They can be of different types: 2D cameras, hyperspectral cameras, 3D cameras, etc. All of them provide us with information on the environment that is subsequently processed to obtain the information we need.
Computer Vision systems are not conceived as an isolated system that hasn’t relationship with the rest of the elements of a factory, but rather, they are integrated with the rest of the processes receiving and sending information.
Computer Vision Applications
(you may also be interested in our post “Seven applications of Computer Vision“)
You can think of many sectors in which Computer Vision can be used, in very diverse applications and for different purposes. This is due to the fact that there are many types of sensors that are used in Computer Vision and that allow covering many work areas and many industrial sectors. Some of the most outstanding applications for which Computer Vision systems are used are: metrology, defects detection in pieces, intrusive elements detection, the reading of codes of different types or as quality systems.
Computer Vision for defects Detection
It is one of the best-known applications of Computer Vision. Computer Vision systems are capable, once they have been trained, to detect defects. Defects can range from metal cracks, paint defects, burrs, incorrect prints, and many other options. Defects that they are capable of detecting can reach less than 0.05 mm. The training is carried out by feeding the system images with the defect and without the defect.
Computer Vision for Metrology
Taking measurements with a precision up to microns is possible thanks to Computer Vision. These are applications that are made using laser metrology equipment or probes.
The advances made in the equipment and sensors of Computer Vision allow to obtain, each time, images with more quality. Therefore, these types of systems are used to high precision metrology. With a vision system, up to microns can be measured to detect defects in a specific part.

Computer Vision for Intruder Detection
On the other hand, the diversity of sensors also allows the use of other types of images, which aren’t the usual RGB images. For example, with hyperspectral cameras you can distinguish the composition of the materials, which, in many cases, provides relevant information. This technique is widely used in the agri-food sector, as a quality system. Thanks to them we can differentiate between fruit and stone, or detect plastic remains or other unwanted intruders for example.
Computer Vision for code Reading
One of the best known applications of vision systems is recognition or code reading.
Today, there are many systems that recognize all kinds of codes that allow, for example, having traceability in many processes.

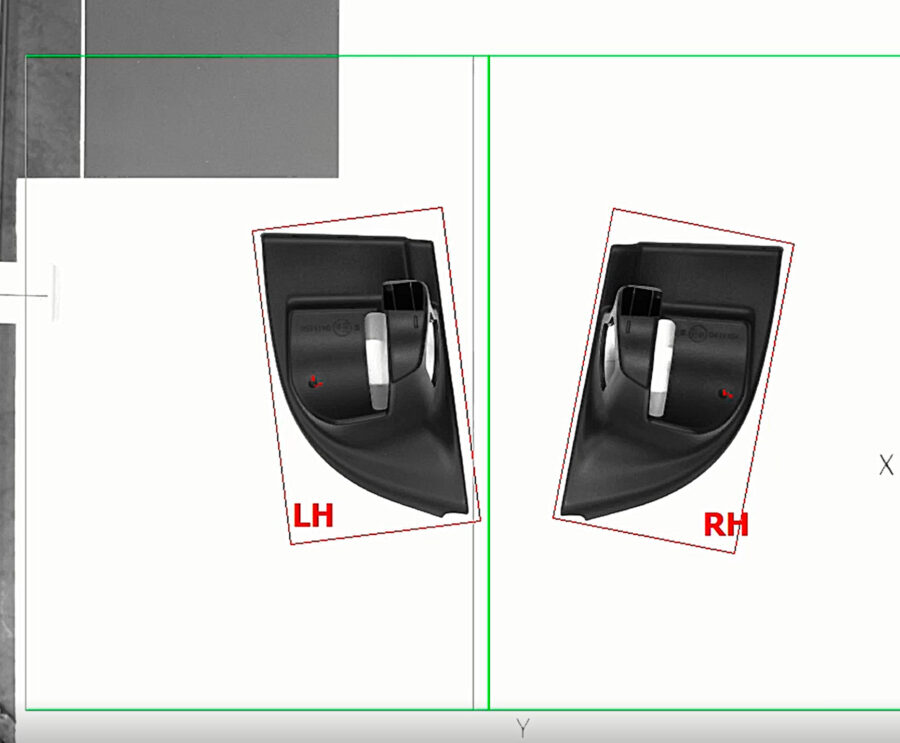
Computer Vision for assembly Verification
Every day more and more complex assemblies are made, with more pieces or connections. Computer Vision allows us to check, step by step, that each piece is in place, or at the end of the process, that the final assembly is correct. This application is very useful for the assembly of machinery, equipment, electronic boards or pre-assemblies with great complexity. These systems considerably reduce very complex operation cycle times and reoperation times.
Computer Vision + robotics for Bin Picking
And finally, one of the applications that is most requested to us, is to combine collaborative robotics with Computer Vision to be able to perform bin picking of pieces in chaotic. The pieces are out of order and therefore we need to optimize the trajectories and detect the grip coordinates. The robot needs help to tell you what the piece is and where it is, so that it can decide the best way to get the piece.
Regarding robotics, we will talk about adaptive robotics, which adapts to its environment and is capable of acting intelligently. This is achieved by adding sensors, which communicate with the robot and give it information about its environment to be able to act in different cases. Vision systems provide this type of information to robots to act, for example, in the event of position changes, obstacles, picking of pieces in chaotic etc.
As you can see, the possibilities of Computer Vision are endless, and from ATRIA we have successfully carried out many Projects in this area.

Computer Vision benefits
Finally, we want to talk about some of the benefits that Computer Vision brings to production processes.
- With a Computer Vision system you can automate repetitive inspection tasks .
- A vision system doesn’t suffer from fatigue and eliminates the subjective factor in the inspection .
- In many cases, the 100% production inspection can be carried out without physical contact, in processes that would not be feasible without it.
- Repair and scrap costs are reduced by being able to detect pieces or elements in poor condition early in the production process.
- Automate allows to reduce the cycle time of operations.
- Computer Vision provides additional operational and security benefits by decreasing human participation in the manufacturing process.
- Protects workers from dangerous environments.
lDeep Learning and tagging images
Computer Vision together with Deep learning, allows developing much more intelligent applications, acting in highly variable situations and learning from the environment. Deep learning algorithms learn from data acquired from their environment and learn their characteristics to be able to act in different situations, make classifications or detect objects. On many occasions these data are images obtained by cameras. Don’t forget that to create the data datasets that these algorithms need to be trained. The sensors that are used to create these data samples are very important. The data, in this case, would be the images and both its quality capture and its subsequent labelling and filtering are vital for the proper functioning of an application with Deep learning.
Computer Vision types
We have already advanced that there are different types of sensors that are used in Computer Vision systems. Here we want to talk about the most important:
2D Vision
First, we find the 2D matrix cameras that obtain images either in RGB, what we know as colour or grayscale images. These cameras obtain images that, translated, are matrices divided into pixels, which contain the colour information. These cameras have many possibilities and are used for different applications such as character recognition, metrology, code reading or defect inspection.

Hyperspectral Vision
On the other hand, there are hyperspectral cameras, allowing to know the composition of the materials through the measurement of the wavelength. In this way, it is possible to detect intruders such as stones, plastics, etc. They are widely used in the food sector.
Thermography
Another of the Computer Vision techniques that exist is thermography. From these sensors, information on the temperature of the samples or bodies is obtained in the form of an image. They are represented by a colour scale that gives information about the temperature. It is used in applications such as leak detection or load imbalance.

3D Vision
Finally, we will talk about 3D cameras. These types of sensors provide depth information. There are also different types of 3D cameras that allow a very wide spectrum of applications to be covered. They are used for picking pieces or detecting defects among other applications.
What does image processing in Computer Vision consist of?
The processing of the images obtained from the sensors we have talked about is the mechanism to extract the necessary information from a digital image. For this, it is necessary to use specific software that performs the necessary processes for each type of application to the image.
Currently there are different commercial systems, or smart cameras, that have tools for image processing. Many times, these tools are enough for a specific application, however, other times, it is necessary to develop specific software that provides the necessary versatility.
After processing the images and once the result or the necessary information has been obtained, this information is returned to the outside as output of the system (to warn of defects, return a result of a measurement or give coordinates to the robot to act).
Importance of lighting in Computer Vision
In addition to the sensors that capture the data, in the vision systems, auxiliary elements are used that improve the quality of the data obtained and which, many times, are crucial for their proper functioning.
One of these most important external elements is lighting. Including an external lighting system serves, in many cases, to ensure that the image is captured properly. In this Project, for example, specific lighting was used to obtain the images of the pieces properly and without reflections. There are different lighting systems for Computer Vision systems depending on the type of material we need to light, the distance, the backlight and many other parameters. Some of the most commonly used lighting systems are direct, indirect or ‘backlight’ lighting. Of course, it can also be illuminated with led lighting, white or red. These are just some of the examples that exist and that must be studied for each specific application, which will allow us to obtain useful images for our process.
There are different lighting systems for Computer Vision systems depending on the type of material we need to light, the distance, the backlight and many other parameters. Some of the most commonly used lighting systems are direct, indirect or ‘backlight’ lighting. Of course, it can also be illuminated with led lighting, white or red. These are just some of the examples that exist and that must be studied for each specific application, which will allow us to obtain useful images for our process.
Do you want to apply Computer Vision in any of your Projects? Contact us!